Oszillier-Spindelschleifer V2 mit 3D-gedruckter
Hubmechanik und SDS-Wechselsystem
Durch den Einsatz von 3D-Druck-Komponenten wurde ein kompakter, oszillierender Schleifer realisiert, der durch ein duales Motorenkonzept überzeugt. Die Trennung von Hauptantrieb (240VAC 600W) und Positioniereinheit (12VDC) ermöglicht eine feinfühlige Justierung. Dank der adaptierten SDS-Aufnahme ist das Gerät für verschiedenste Schleifdurchmesser in Sekundenschnelle einsatzbereit.
1. Arbeitsschritt
Optimierter Neuaufbau: SDS-Schnellwechselsystem und Absaugung- Der Spindelschleifer wird nach der Entsorgung aller alten Druckteile von Grund auf neu konstruiert. Im Fokus der oberen Trägerplatte steht die neue SDS-Entriegelung, die über zwei Druckknöpfe bedient wird und den Austausch der Schleifrollen vereinfacht.
- Bei der Staubabsaugung wurde auf das erfolgreiche Design des Fräslifts V2.2 zurückgegriffen. Die Konstruktion wurde so präzise übernommen, dass sie exakt an der vorgesehenen Montageposition für den Absaugstutzen sitzt.












2. Arbeitsschritt
Mechanische Bearbeitung der Antriebskomponenten und Führungen- Während der Druckzeit des Lifts wurden die mechanischen Kernkomponenten angepasst.
- Die Motorwelle wurde auf ein Maß von 6,05mm abgedreht, um eine kraftschlüssige Presspassung für das Kettenrad zu realisieren.
- Aufwendiger gestaltete sich die Bearbeitung der SDS-Aufnahme: Diese wurde über die gesamte Länge auf 12 mm abgedreht, um die Aufnahme der Kugellager zu ermöglichen. Am unteren Ende erfolgte eine Absatzdrehung auf 20x8mm, gefolgt vom Schneiden eines M8-Gewindes zur endgültigen Fixierung des Kettenrades.
- Um die SDS-Einheit für die Aufnahme der Schleifrollen vorzubereiten, wurde die interne Sechskantgeometrie der ursprünglichen Bohreraufnahme entfernt. Dieser Prozess wurde erfolgreich mit einem 12mm-Bohrer durchgeführt, wodurch eine zylindrische Innenfläche für die Schleifspindeln geschaffen wurde.
- Parallel dazu wurden drei 12mm-Führungswellen auf identische Länge (238mm) zugeschnitten und an beiden Stirnseiten mit M6-Kernbohrungen versehen.









3. Arbeitsschritt
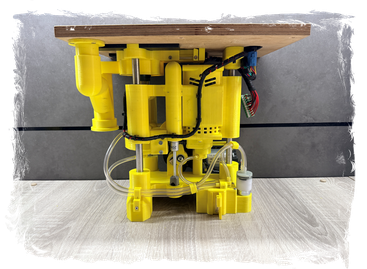
Zusammenbau: Lift-System und Antrieb- Nach einer Druckzeit von knapp 50 Stunden erfolgt der Zusammenbau des Lifts, der aus vier Hauptkomponenten und dem Bohrmaschinenmotor besteht. Der Montageprozess ist sequenziell aufgebaut: Zuerst werden die beiden Gehäusehälften mit dem zentralen Lift-Element verschraubt, welches die Linearkugellager aufnimmt. Im nächsten Schritt wird diese Einheit fest mit dem Motor verbunden.
- Die Werkzeugaufnahme basiert auf einem modifizierten Bosch Power Change Plus Adapter, der über einen Kettenantrieb mit dem Motor gekoppelt ist. Die Kettenspannung wird über ein separates, am Lift montiertes Druckteil mit vier integrierten Kugellagern präzise justiert.
- Um den Oszillationsmotor thermisch zu entlasten und die mechanische Widerstandsfähigkeit zu erhöhen, wurde eine Führung für einen Gasdruckdämpfer integriert. Dieser kompensiert das Eigengewicht der schweren Lifteinheit.
- Der fertig montierte Lift bringt stolze 2,6 kg auf die Waage. Dieses Gewicht wird künftig von einem Gasdruckdämpfer abgefangen, damit der Motor der oszillierenden Bewegung nicht die volle Last heben muss. So bleibt das System auch im Dauerbetrieb kühl.













4. Arbeitsschritt
Untere Trägerplatte und modulares Standfuß-Konzept- Die untere Trägerplatte bildet das Fundament für den Oszillationsantrieb und enthält eine passgenaue Aufnahme für den Gasdruckdämpfer.
- Um Vibrationen im Führungsgestänge zu eliminieren, wurde ein Standfuß-Design vom bewährten Fräslift V2.2 übernommen. Ein zusätzlicher Höhenadapter am Spindelschleifer gleicht die Geometrieunterschiede zum Fräslift aus. Dieses einheitliche Montagesystem garantiert maximale Standfestigkeit und ermöglicht den schnellen Wechsel zwischen verschiedenen Maschineneinheiten.










5. Arbeitsschritt
Zentralisierung der Elektrik: Universelles 10-Pol-Stecksystem- Die gesamte Verkabelung der Motoren, Endschalter und Bedienelemente wird auf einen zentralen 10-poligen Stecker zusammengeführt. Die Belegung wurde so standardisiert, dass sowohl der Spindelschleifer als auch der Fräslift V2.2 über dieselbe Schnittstelle betrieben werden können.
- Dies ermöglicht einen schnellen Wechsel der Maschineneinheiten bei gleichbleibender Steuerungsinfrastruktur.






6. Arbeitsschritt
Fertigung und Lagerung der Schleifrollen- Zum Abschluss des Projekts werden zusätzliche Schleifrollen in verschiedenen Durchmessern und für unterschiedliche Körnungen additiv gefertigt (3D-Druck). Dies ermöglicht eine exakte Abstimmung auf das jeweilige Werkstück und eine optimale Ausnutzung des oszillierenden Spindelschleifers.
- Der erste Praxistest der 3D-gedruckten Schleifrollen ergab eine zu geringe Bauhöhe. Im eingefahrenen (unteren) Totpunkt der Oszillation ragten die Rollen lediglich 20mm über die Tischoberfläche hinaus, was die nutzbare Schleiffläche für stärkere Werkstücke zu stark einschräng. Dabei ergab die technische Prüfung, dass eine Verlängerung von 22mm das absolute Maximum darstellt.
- Um Ordnung und Übersicht im Schrankmodul zu gewährleisten, wurde ein spezieller System-Ständer für die drei Rollengrößen (20,30 und 40mm) konstruiert. Das Design ist auf maximale Modularität ausgelegt: Für jede Körnungsstärke wird ein separater Ständer gefertigt (3D-Druck).
- Obwohl das Schleifpapier anfangs hielt, löste es sich nach einigen Tagen wieder von den Rollen. Daher wird es künftig zusätzlich mit einem Kleber fixiert werden müssen.





7. Arbeitsschritt
Kettenumlaufschmierung und Materialversiegelung- Für den Kettenantrieb wurde ein geschlossenes Schmiersystem entwickelt. Die Idee basiert darauf, die Kette kontinuierlich mit Öl zu versorgen und überschüssiges Schmiermittel in einem Auffangbehälter zu sammeln. Von dort aus befördert eine kleine Pumpe das Öl zurück zur Kette, wodurch ein effizienter Kreislauf entsteht.
- Da die Bauteile aus dem 3D-Drucker stammen, erfordert insbesondere der Ölbehälter eine spezielle Nachbearbeitung. Das Innere muss zwingend mit Epoxidharz beschichtet werden, da PETG-Filament nicht für den dauerhaften Kontakt mit Öl ausgelegt ist und über längere Zeit undicht werden kann.
- Bei den übrigen Komponenten bestehen keine Bedenken hinsichtlich der Materialbeständigkeit. Da diese nur während des Betriebs mit dem Schmiermittel in Berührung kommen und die Maschine nicht im Dauereinsatz ist, reicht das unbehandelte Filament hier völlig aus.












8. Arbeitsschritt
Zentrale Drehzahlsteuerung im Multifunktionstisch- Vom Antriebsmotor des Spindelschleifers (ehemals Bohrmaschine) wurde der zugehörige Drehzahlschalter übernommen. Dieser wird fest in der Frontblende des Multifunktionstisches integriert.
- Das Konzept sieht vor, über diesen Schalter alle vier geplanten Module zentral zu steuern. Da jedes Modul mit einem identischen 600-Watt-Motor betrieben wird, ist eine einheitliche Regelung über diese Schnittstelle technisch möglich und effizient.





Die folgenden Dinge wurden verwendet
Benötigtes Material:
Motor 240V/600W von Bosch
Bosch Professional 6 tlg. Übergangsadapter
Bosch Professional Power Change Plus Adapter
Schleifpapier Rolle 70mm x 7.8m
Filament (gelb & schwarz)
2St. Drucktaster mit LED (230V)
2St. Endschalter mit Bügel
1St. Getriebemotor 12V / 60 U/min
1St. Gasdruckdämpfer 20N
2St. Kugellager 12x32x10mm
2St. Kugellager 6x19x6mm
6St. Kugellager 5x16x5mm
6St. Linear-Kugellager 12mm
3St. Stahlwelle 12mm (240mm)
Download: 3D-Druckdaten (STL & GLB)

Oszil.-Spindelschleifer V2


Hinweis: Auf dieser Website verwende ich Affiliate-Links. Wenn du über diese Links ein Produkt kaufst, erhalte ich eine kleine Provision. Für dich entstehen dabei keinerlei zusätzliche Kosten. Als Amazon-Partner verdiene ich an qualifizierten Verkäufen. Vielen Dank für deine Unterstützung!
Haftungsausschluss: Die Nutzung meiner Pläne erfolgt auf eigenes Risiko. Ich übernehme keine Haftung für Schäden, die durch unsachgemäße Ausführung oder fehlerhafte Installationen entstehen. Bitte achtet beim Arbeiten stets auf eure Sicherheit und die korrekte Handhabung eurer Maschinen!