
Untertischfräse V2 mit elektrischer Höhenverstellung.

Die Untertischfräse wurde mithilfe eines 3D-Druckers hergestellt. Sie verfügt über eine Kurbel für die Feineinstellung und einen Motor für die Grobeinstellung, was eine präzise Anpassung der Frästiefe ermöglicht. Mit einer Leistung von 550 Watt ist diese Fräse für kleinere Fräsarbeiten ausgelegt. Der vorhandene Platz erlaubt leider keine Bearbeitung größerer Holzstücke.
1. Arbeitsschritt
Aufbau und Präzision des Fräslifts
- Der Fräslift besteht aus zwei Hauptteilen, die zur Fixierung der Fräse dienen. Vier Linearkugellager und eine M12-Mutter sind zum Einpressen in den Lift vorgesehen, was eine reibungslose vertikale Bewegung gewährleistet.
- Sowohl das Oberteil als auch das Unterteil des Lifts sind mit weiteren Kugellagern ausgestattet, die präzise auf die Gewindestange abgestimmt sind. Die 12 mm-Stahlwellen werden mittels M6-Senkkopfschrauben an beiden Teilen fixiert, was für Stabilität sorgt.
- Zudem wird die Gewindestange oben mit einer M6-Inbusschraube versehen, um Feineinstellungen mittels einer Kurbel zu ermöglichen, wodurch eine hohe Präzision bei der Frästiefeneinstellung erreicht wird.












2. Arbeitsschritt
Ergänzungen und Feineinstellungen am Fräslift
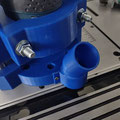
- An der oberen Halterung werden ein Trichter und ein Anschluss für die Absaugung befestigt, um eine effektive Späneabfuhr zu gewährleisten.
- Eine gedruckte Halterung mit einem Hebel für die Spindelarretierung der Fräse wird angebracht. Dieser Hebel lässt sich oberhalb des Tisches bequem bedienen. Der Lift kann zudem von oben mit einer gedruckten Kurbel, an der ein Inbus-Bit befestigt ist, feinjustiert werden, was eine präzise Einstellung der Frästiefe ermöglicht.
















3. Arbeitsschritt
Montage und Feinabstimmung des Motors am Fräslift
- Der Motor wird auf einer Plattform montiert, die wiederum auf den unteren Träger des Aufzugs geschraubt ist. Diese Platte kann vor der Befestigung verschoben werden, um die Kette zu spannen und so eine optimale Funktion zu gewährleisten.
- Die Endschalter werden an einem zusätzlichen, speziell dafür vorgesehenen Druckstück angebracht. Nachdem die Gewindestange mit dem Kettenrad und der Kette ausgestattet wurde, wird abschließend ein Deckel auf der Unterseite des Aufzugs angebracht, um die Mechanik zu schützen.

















4. Arbeitsschritt
Montage und Zugänglichkeit der Bedienelemente
- Für die Montage im Tisch wird eine Halterung benötigt, die sowohl für die Drucktaster als auch für den Spindelarretierungshebel geeignet ist und von oben zugänglich sein sollte. Zudem werden einige kleine Teile benötigt, um einen Mechanismus zu konstruieren, der das Öffnen des oberen Deckels ermöglicht.
- Dies gewährleistet eine einfache Bedienung und Wartung der Untertischfräse.








5. Arbeitsschritt
Vorbereitung der Tischplatte und Montage der Bedienelemente
- In die Tischplatte wird ein Bohrloch für die Einlegeringe gebohrt und ein Rechteck für das Bedienteil ausgefräst. Die Halterung für die Einlegeringe wird mit Montagekleber befestigt, während der Rahmen für das Bedienteil einfach von unten in die Aufnahme gesteckt und verschraubt wird.
- Für die Einlegeringe und die Kurbel wird ein Ständer ausgedruckt. Am Spindelarretierungshebel wird zudem eine weitere Feder montiert.












6. Arbeitsschritt
Verbesserte Absaugung am Fräslift
- Zur Optimierung der unteren Absaugung wurde der Kanal erweitert und ein neues Absaugrohr installiert. Für die obere Absaugung ist ein Adapter an der Tischplatte befestigt worden, der zu einem weiteren Absaugrohr führt.
- Beim Einsatz des Fräslifts in die Tischplatte werden beide Absaugrohre an eine Absauganlage angeschlossen. Für die Tischoberseite ist zudem ein abnehmbares Absaugsystem geplant, das für zusätzliche Flexibilität sorgt.








7. Arbeitsschritt
Kabelführung und automatische Steckverbindung am Fräslift
- Die Kabel werden in einem Spiralschlauch zusammengefasst, um sie zu bündeln und zu schützen. Die Halterung für den Stecker wird unterhalb der Holzplatte angebracht. Dadurch verbindet sich der Stecker beim Einsetzen des Fräslifts in die Tischplatte automatisch mit dem Gegenstück, was die Handhabung erheblich vereinfacht und für eine schnelle Einsatzbereitschaft sorgt.









Die folgenden Dinge wurden verwendet:
Verwendetes Werkzeug:
3D-Drucker Anycubic Kobra Max 3D
Akku-Kreissäge (GKS 18V-57)
Akku-Bohrschrauber
Fräse (GKF 12V-8)
Führungsschiene (FSN 1100)
Tischbohrmaschine (PBD 40)
1,40 kg Filament PETG (blau)
0,23 kg Filament PETG (schwarz)
0,16 kg Filament PETG (weiß)
Kreisschneider
Benötigtes Material:
1St. Bosch GKF 600
2St. Drucktaster mit LED (230V)
2St. Endschalter mit Bügel
2St. Finder-Relay 230V/8A mit 2-Wechselkontakte
1St. Motor 12V / 35W / 100 U/min
0,3m Spiralschlauch 6mm
1St. Steckverbinder 10P
1St. Wagoklemmen-Set
2St. Kugellager 12x32x10mm
4St. Linear-Kugellager 12mm
2St. Stahlwelle 12mm (200mm)
4St. Flachmutter M12
1St. Gewindestange M12 (200mm)
1St. Muttern M12
1St. Kettenschloss
1St. Kette (25cm)
1St. Kettenrad 10 Zähne
1St. Kettenrad 15 Zähne
Hier könnt ihr meine Projekte für die Werkstatt, Maschinenbau und den Wohnbereich anschauen, um Ideen für eure Projekte zu holen oder sie nachzubauen. Des Weiteren präsentiere ich meine weiteren Hobbys wie zum Beispiel Smart-Home oder meine Sammlung an kleinen Akkuschraubern von Bosch. Auch das Erstellen von 3D-Druckteilen ist zu einem Hobby geworden. Seit kurzem habe ich ein neues Hobby von Blue Brixx entdeckt: die Reise des Astronomen.
